售后服务
联系我们
郑州豫盛五金机械有限公司
联系人:吴经理
业务:15515954561
邮箱:249039724@qq.com
地址:郑州市高新区化工路
绿色制造工艺技术在机械加工中的应用
20世纪60年代以来,随着世界经济飞速发展和人口爆炸性增长,全球环境加速恶化,资源日趋枯竭,生态环境受到严重破坏,危及到人类的生存和发展。制造业是全社会消耗资源、污染环境的一个重要方面,据统计,在企业生产力构成中,制造技术的作用约占60%,因制造业每年约产生55亿吨无害废物和7亿吨有害废物,其污染物排放量占总量的70%以上。传统的环境治理方法主要采用过程末端治理(End of Pipe),但存在诸多弊端,如部门分割、增量发展、成本高昂、经济效益恶化、科技惰性等,难以从根本上实现环境保护与治理。为了从源头上治理环境污染,在宏观上必须遵循热力学第二定律,在中观上必须采用工业生态学原理,在微观上必须实施清洁生产和绿色制造。
绿色制造是一种现代制造模式,它综合考虑了制造业对环境的影响和对资源效率的利用,它的目标是使产品在设计、制造、装配、运输、销售、使用的整个过程中,对资源的利用率最高,对环境造成的有害影响最小。绿色制造工艺技术是绿色制造技术的基础,采用绿色制造工艺技术可以有效地减少废物和有害物的产生,可以减少加工业对环境的影响,也可以节约资源,降低能量损耗,以提高产品的质量,降低产品的成本,使产品具有更大的市场竞争力。作为制造业的基础环节,机械加工能否实现“绿色化”,对于实现绿色制造、清洁生产和可持续发展起着举足轻重的作用。
1绿色制造工艺技术的概念
绿色制造工艺技术是以传统的工艺技术为基础,并结合材料科学、表面技术、控制技术等新技术的先进制造工艺技术。其目标是对资源的合理利用,节约成本,降低对环境造成的污染。根据这个目标可将绿色制造工艺划分为三种类型:节约资源的工艺技术、节省能源的工艺技术、环保型工艺技术。
节约资源的工艺技术是指在生产过程中简化工艺系统组成、节省原材料消耗的工艺技术。它的实现可从设计和工艺两方面着手。在设计方面,通过减少零件数量、减轻零件重量、采用优化设计等方法使原材料的利用率达到最高:在工艺方面,可通过优化毛坯制造技术、优化下料技术、少无切屑加工技术、干式加工技术、新型特种加工技术等方法减小材料消耗。
节省能源的工艺技术是指在生产过程中,降低能量损耗的工艺技术。目前采用的方法主要有减磨、降耗或采用低能耗工艺等。环保型工艺技术是指通过一定的工艺技术,使生产过程中产生的废液、废气、废渣、噪声等对环境和操作者有影响或危害的物质尽可能减少或完全消除。目前最有效的方法是在工艺设计阶段全面考虑,积极预防污染的产生,同时增加末端治理技术。
由于全球不可再生资源的大量利用,为人类以后的生存提出严峻的挑战。这就是可持续发展的问题,所以节约资源的工艺技术显得尤为重要。
2绿色制造工艺技术的具体内容及在机械加工中的应用
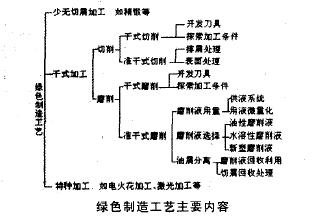
从节约资源的工艺技术方面来说,在机械加工中,绿色制造工艺技术主要应用在少无切屑加工技术、干式加工技术、新型特种加工技术三个方面,具体内容见下图。
在机械aaT中,绿色制造工艺技术主要是在切削和磨削上采用干切削和干磨削的方法来进行加工。常规的加工方法例如车削、铣削、磨削等,都需要切削液来帮助aaT,切削液在加工中的作用主要有冷却、润滑、排屑和清洗的作用。但是,随着高速加工技术的迅猛发展,aaT过程中使用的切削液用量越来越大,其流量有时高达80~100L/min。大量切削液的使用造成了很多有害影响,如零件的生产成本大幅度提高,环境污染严重,对工人的身体健康造成危害等。干式加工是在aaT过程中不采用切削液的一种aaT方法。由于在aaT过程中不采用切削液,所以可获得洁净无污染的切屑,省去了切削液及其处理的大量费用。这种aDT方法从原理上来讲并不陌生,比如铸铁的干铣削加工就在实际生产中使用了很长时间。但是现在我们所说的干式aDT并不是只在铸铁材料的aDT中应用,而是要在所有材料的加工中采用干式aaT技术。目前,德国在干式加工方面的研究和应用处于国际领先地位。
2 1干式加工
2.1:1干切削
干切削anT方法有很多种,如干车削、干铣削、干钻削、干式螺纹加工、千式齿轮aDT等。其中干车削是研究和应用最多的一种加工方法。美国Leistritz公司在aDT丝杠时 先是在软的工件上加工出螺纹,再把有螺纹l的工件淬硬,然后逐件精磨,aD T一根丝杠需要近170个工时,为了提高生产效率,该公司采用GE超硬磨料公司的PCBN刀具进行旋风铣削加工,钢坯在精aDT丝杠螺纹之前被瘁硬,以硬旋风铣削取代软车削和精磨工序,明显提高了金属切除率,加工时间缩短为1.75h,提高效率近100倍。
2.1.2干磨削
在磨削aDT时,采用油基磨削液会产生油气、烟雾,使生产环境恶劣,而且磨削液的后期处理成本太高,要改善这种情况,可以采用于磨削方式来加工。在千磨削aDT中,现在采用的一种较为有效的方式是强冷风磨削。强冷风磨削是通过热交换器,把压缩空气用液氮(一190~:C)冷却到一1 10。C,然后经喷嘴喷到磨削点上(由于温度下降,原来空气中的水份会冻结在管道中,因此需使用空气干燥装置)'由于压缩空气温度很低,所以在磨削点上很少有火花出现,也几乎没有热量产生,因而工件变形极小,可得到10 u m 以内的椭圆度。目前,采用CBN砂轮的强冷风磨削技术在实际应用中有很好的效果。CBN砂轮的磨削比约为30000,在ao-r过程中砂轮几乎不磨损,所以在磨屑中也没有砂轮的粉末,设置在磨削点下方的真空泵吸入的磨屑的纯度很高,易于直接再次回收利用。由于在加土中不采用磨削液,所以磨削效率也更高。干式aaT并不是简单的取消切削液就可以实现,它对刀具材料、机床结构、工艺技术等均有较高的要求。
2_2刀具技术
干式aaT对刀具材料要求很高,它要求材料要具有很高的红硬性和热韧性,良好的耐磨性、耐热冲击和抗粘结性,现在立方氮化硼(CBN)、聚晶金刚石(PCD)、超细晶粒硬质合金等超硬材料已经广泛应用于干切削。经研究表明,高速钢和硬质合金经过PVD涂层处理后也可以用于干切削。 .
在对刀具的几何参数和结构设计时,要满足干切削对断屑和排屑的要求。对韧性材料的加工来说,断屑是很关键的,目前车刀三维曲面断屑槽方面的设计制造技术已经比较成熟,可针对不同的工件材料和切削用量很快设计出相应的断屑槽结构与尺寸,并能大大提高切屑折断能力和对切屑流动方向的控制能力。
2.3机床技术
干式aaT在切削区域会产生大量的切削热,如果不及时散热,会使机床受热不均而产生热变形,这个热变形就成为影响工件anT精度的一个重要因素,因此机床应配置循环冷却系统,带走切削热量,并在结构上有良好的隔热措施。实验表明,干式切削理想的条件应该是在高速切削条件下进行,这样可以减少传到工件、刀具和机床上的热量。干切削时产生的切屑是干燥的,这样可以尽可能的将干切削机床设计成立轴和倾斜式床身。工作台上的倾斜盖板用绝热材料制成,在机床上配置过滤系统排出灰尘,对机床主要部位进行隔离。现在切i~'JaaT已朝着高速、超高速方向发展,高速切削机床的发展给干切削的实现创造了良好的条件,对于精密切削机床,可在机床上装上监控系统,以检测切削区域的温度变化、切削力的变化以及刀具的磨损,并配以机床补偿装置。
2.4工艺技术
对机械aaT来说,要实现干切削,工件材料在很大程度上起着决定性的作用,经研究表明干切削的“工件材料aa-r方法”的组合如下表所示。
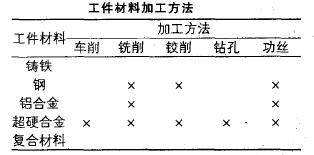
由上表可见,超硬合金最难进行干切削,钢次之,而铸铁的干切削性能最好。铝合金在aDT过程中产生的切屑很容易与刀具发生’咬焊“式粘连,采用高速干切削这种方法可以解决这种问题,实验表明在高速切削中95% ~98%的切削热都传给了切屑,切屑与刀具前刀面接触的部分被局部熔化,很容易被切离工件表面,减少了积屑瘤的产生,可提高铝合金的加工精度和表面质量。为了减少高温条件下刀具和工件之间材料的粘结和扩散,要注意刀具材料和工件之间的搭配,还可以采用硬车和激光辅助切削等方法对不适合进行磨削加工的零件和抗拉强度极高的零件进行加工。钛铝钒合金(Ti6AI4V)和反应烧结氮化硅(RBSN)是典型的难加工材料,采用液氨冷却刀具可以进行加工。
采用干切削和干磨削技术能够节约资源,降低能耗,就目前来看其加工的范围还比较有限,对于干切削来说,应该利用现有的刀具材料探索新的加工条件,以达到干切削的要求:干磨削会使磨削液的作用完全丧失掉,在实际应用中还不太多,在研究干磨削方式的同时,还应该积极探索新的磨削方式以达到绿色制造的要求。
2.5准干式加工
干式加工并不是简单的取消切削液就可以实现,它对刀具材料、机床结构、工艺技术等均有较高的要求,所以目前它的应用范围还比较有限,而完全采用湿加工又有资源浪费和环境保护等方面的问题,如果将干、湿加工的优点结合,既能够达到加工要求,又能够使切削液的费用降到最低,达到与干切削相同的要求,这种切削方式称为准干式切削。准干式切削是一种介于湿式切削和纯干式切削之间的一种切削方式。一般湿式切削时切削液消耗量可能在5L/min以上,而准干式切削时切削液消耗量可能在50mL/h以下。“汽束“喷雾冷却切削就是目前应用较多的一种准干式切削方式。在切削时采用一定压力(0.3~1MPa)的压缩空气使微量切削液(50~125mL/h)雾化,并以高速喷向切削区,使在该区域高温下呈雾化状态的切削液很快汽化,由于液体在汽化时会吸收大量热量,因而可使切削区域内的热量大幅度下降,使工件变形很小,所产生的切屑通过重力作用落入切削区域下方的收集区内。实验表明,当机床调整到最佳状态时,每工时所消耗的切削液在50~125mL/h之间,刀具、工件和切屑都是干燥的。清洁干净的切屑还可以回收再利用,既不污染环境又可以节约资源。
2.6风冷却切削技术
干式加工是绿色制造工艺研究的重点,但是在一定条件下,没有任何冷却措施的干式加工还很难实现,还需要对刀具进行冷却和润滑。在这种情况下,可以采用风冷却切削技术。风冷却切削技术是将从空气供给源来的空气经过除湿器将水分除去后,送入空气冷却器冷却至一30℃ ,再经绝热管由风嘴将冷风送至切削部位,同时向加工点喷少量的无害植物油,以防锈并且有一定润滑作用。在风嘴的对面设有集尘装置以收集废屑和风尘,通过集尘器内的过滤器将切屑滤去。但是目前风冷却切削技术还存在以下问题,如切屑收集、纯风冷时刀具的润滑、已加工工件的防锈、冷风的噪声,还要从解决这几个问题着手,对风冷却切削技术进行研究。
总之,绿色加工业已是世界工业发展的潮流,它必将随着人类可持续发展战略的提出和经济全球化的趋势,显示出它的优势。因为追求生存环境的质量已是人类共同的价值趋向,绿色加工业作为符合人类这一价值趋向的新兴工艺前景广阔,做好绿色制造工艺的产、学、研已成为当务之急。